











Common defects of bending workpiece and process measures
Release Time : 2022-11-14 View Count : 次What are the advantages of the application of the sheet metal bending machine
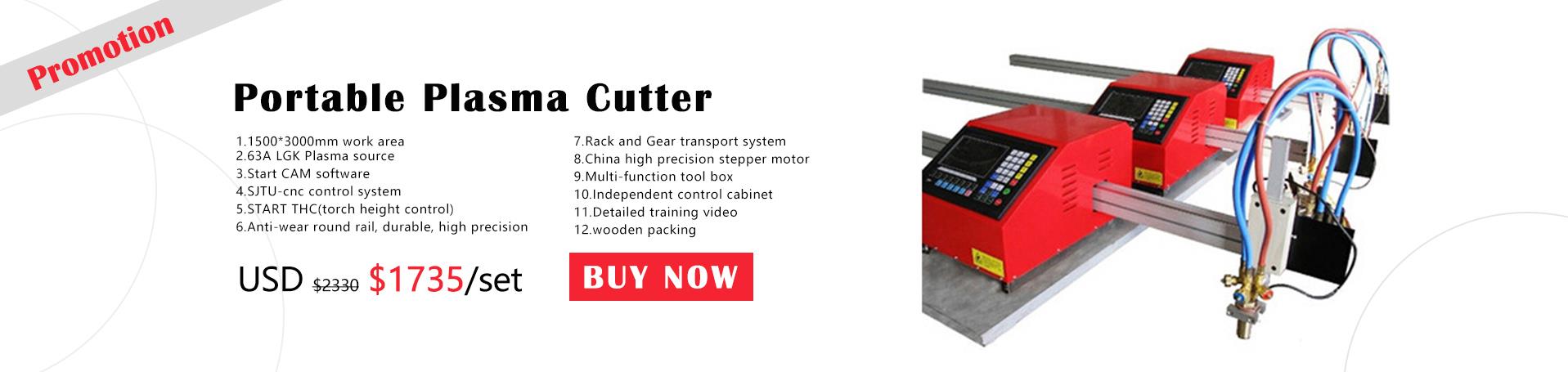
The CNC bending machine can use the general die (or special die) equipped to bend the metal sheet into workpieces with various required geometric section shapes in cold state. The rationality of the bending process directly affects the final forming size and appearance of the product. Through the process control and prevention of bending defects, the corresponding effective process methods are adopted to improve the quality of the workpiece.

Common defects of bending workpiece and process measures:
(1) Fracture: after shearing or blanking, the material often has burrs or small cracks at the edge, which is easy to form stress concentration and fracture when bending. When the workpiece is fractured, the shear surface (with burrs) is outward, and the cracking location occurs in the shear fracture belt and the kneading and pressing belt of the workpiece. The process measures taken for this are:
① After shearing or blanking, the workpiece shall be bent in such a way that the shearing face is inwards, that is, it is under pressure, and the forming effect is good.
② Before bending, the workpiece shall be deburred. After bending, the broken part can be grinded with a manual grinder.

(2) Springback: In the bending process of metal materials, plastic deformation and elastic deformation exist at the same time. At the end of bending, springback occurs due to the recovery of elastic deformation. The springback phenomenon directly affects the dimensional accuracy of the workpiece and must be controlled. The technological measures taken for this are: ① Angle compensation method. If the bending angle of the workpiece is 90 °, the opening angle of the lower groove (V-shaped) of the bending machine can be 78 °.

What are the advantages of the application of the plate bending machine? According to the use requirements of the plate bending machine and the special requirements for processing the plate, we consider using hydraulic drive as the main drive form of the plate bending machine
According to the characteristics of the machine, the upper module must have the following actions when the machine is working: fast downward, slow downward, downward inching, pressure maintaining, and fast upward. When the machine is working, in order to save energy, when the slider is far away from the workpiece to be processed, the slider adopts a fast downward motion. This will not only save energy, but also improve labor productivity. When the slider is very close to the workpiece to be machined, it is usually 20 40mm, the moving speed of the slider will be significantly reduced.

At this time, the main reason is that the upper module will contact the work. In order to avoid a large rigid impact, its descending speed decreases, that is, the slow downward phase of the slider. When the upper module contacts the workpiece to be processed, considering the special requirements for processing the sheet metal, the upper module must process the workpiece in the form of downward jogging to avoid the rapid increase of the sheet metal stress in a short time and damage to the workpiece to be processed, The pressure holding process is indispensable to the working process of the sheet metal bending machine. The workpiece just pressed will have the nature of restoring its original shape due to the existence of stress. In order to ensure the processing accuracy, the bending machine must carry out the pressure holding process after the pressing process is completed. Generally, the thicker the processed sheet, the longer the holding time, and vice versa. When the pressing work is completed, in order to save energy and improve labor productivity, the upper module, that is, the slider, uses fast upward motion to start the next work process.

